放電加工種類:電火花、線切割,一分鐘搞定原理
2021-05-20 來源出處:模界9527
電火花加工其工作的原理為工具機和工件(正、負電極)之間放電時依靠電腐蝕來蝕除多餘的金屬,從而達到對工件的尺寸、外形及外表質量的加工方法。
看下圖,工件與電極兩個銜接到火花機的兩個不同電極上。
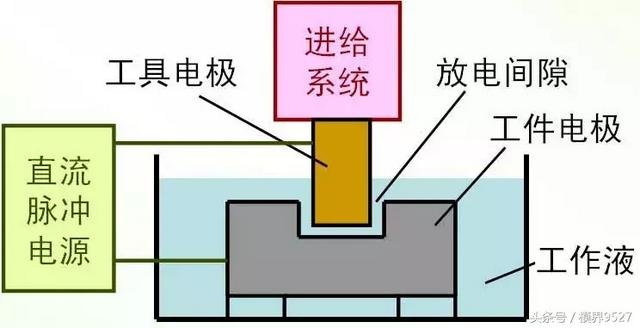
加工電極:一般需要導電性良好、熔點較高、易加工的耐電蝕料,如銅、石墨、銅鎢合金和鉬等。在加工中,工具電極與產品同時損耗,但小於工件金屬的蝕除量,接近0可以忽略不計。
冷卻液:作為放電介質,在加工中起著冷卻、排屑等作用。對冷卻液要求是粘度較低、閃點較高、且穩定的介質,如煤油、去離子水和乳化液等。

兩電極間加上脈衝電壓後,當工件和電極間有適當的間隙時,電流就會把工件與工具電極之間的冷卻液介質擊穿,出現聯通放電通道。
放電通道瞬間產生高溫,使工件外表熔化甚至氣化,同時也使冷卻液介質氣化,在放電間隙處迅速熱收縮並出現爆炸現象,工件外表一小局部被蝕除拋出,出現龐大的電蝕坑。
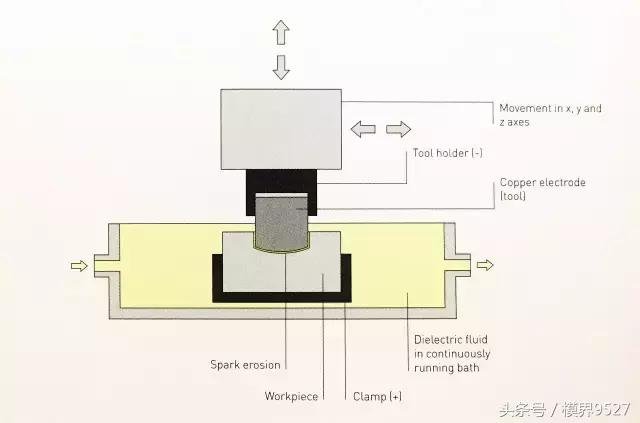
脈衝放電完成後,恢復到安全距離,使冷卻液恢復絕緣。這樣,脈衝電壓重複作用在工件和工具電極上,上述反應過程不斷進行,工件表面就逐步被蝕除掉。
伺服機不斷地調整工具電極與工件的絕對距離,自動進給,保證脈衝放電正常工作,直到加工出所需尺寸的零件。
1. 電火花成形加工
工具電極通常為一個紫銅或石墨成型電極,其可以是可以製造出來的所有形狀,加工出來的外形為與之對應的型腔。

2.電火花線切割加工
電火花線切割加工分為慢走絲、中走絲與快走絲,其線徑用直徑0.1mm~0.3mm的電極絲來加工貫串的直紋面零件,可以是凸模零件或凹模孔。
※文章或資料內容引用自網路,著作權皆屬原作者所有,如有侵權,請不吝告知※