焊接知識大全——全部看懂,你就出師了
2021-04-13 來源出處:芊翊雲集
1、焊接過程的物理本質
焊接是兩種或兩種以上同種或異種通過加熱或加壓或兩者並用,使用或不用填充材料,使工件原子間達到緊密結合的一種連接方法。
金屬焊接,按其工藝過程的特點分為熔焊、壓焊和釺焊3大類。
2、焊接分類
熔焊:熔焊在連接部位需要加熱至熔化狀態,一般不加壓;
壓焊:壓焊必須施加壓力,加熱是為了加速實現焊接;
釺焊:釺焊時母材不熔化,只熔化連接作用的填充材料;
3、焊接生產的特點
3.1焊接的優點
1)連接性能好,焊縫具有良好的力學性能,能耐高溫、高壓,能耐低溫,具有良好的密封性、導電性、耐腐蝕性、耐磨性等;
2)省料、省工、成本低,採用焊接方法製造的金屬結構,一般比鉚接節省材料10~20%,焊接加工快、工時少,生產周期短。 可製成雙金屬結構(如不鏽鋼或鈦襯裡、刀具等),可節省大量昂貴的合金材料。可採用焊接方法修復已磨損或損壞的機器零件,節省大量工時和材料。
3)質量輕,採用焊接方法製造船舶、車輛、飛機、飛船、火箭等運載工具,可以減輕自重,提高運載能力。
4)簡化工藝,可以採用焊接方法以小拼大製造重型、複雜的機器零件,簡化鑄造和鍛造工藝,簡化切削加工工藝。
3.2焊接的不足之處
1)焊接結構的不可拆卸性。
2)焊接接頭的性能與軋制的母材金屬相比會有不同程度的降低。
3)會產生一定的焊接殘餘應力和變形,可能影響零件的形狀和尺寸,增加結構工作時的應力,降低承載能力。
4)會產生焊接缺陷,如裂紋、未焊透、夾渣、氣孔等,引起應力集中,降低承載能力,縮短使用壽命,甚至造成脆性斷裂。
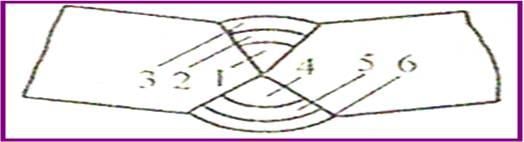
4、焊接熱影響區(熔焊)
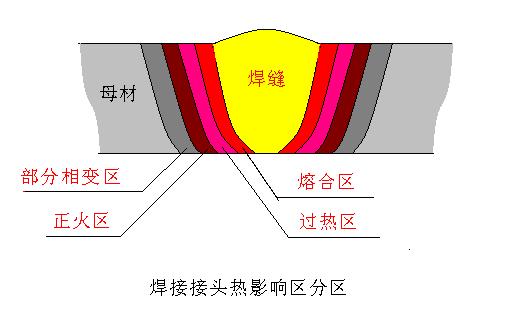
5、熱影響區的組織與性能
焊縫:鑄造組織(柱狀晶),成分偏析,組織不緻密,但一般能滿足使用(填充材料性能高)。
熔合區:粗大的晶粒,機械性能差
過熱區:粗大的晶粒,塑性韌性差
正火區(重結晶區):晶粒細小,機械性能比母材好
部分相變區(不完全相變區):組織不均勻,性能也不均勻。
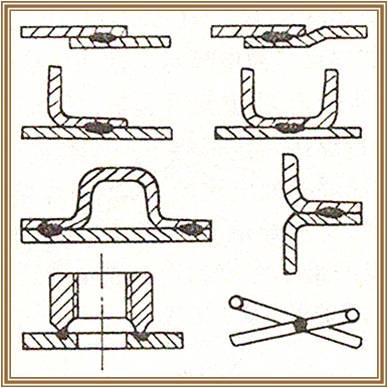
6、焊接接頭形式
焊條電弧焊用於結構工程的連接形式是複雜多樣的。
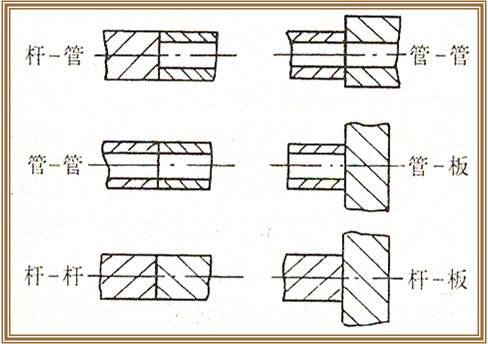
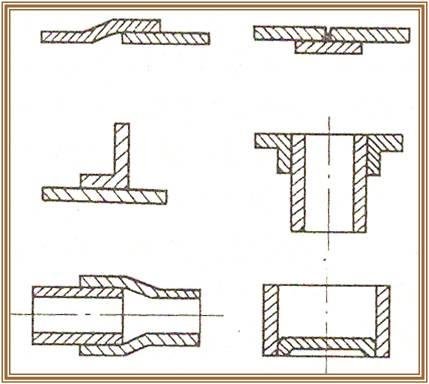
按零部件的特徵分為板狀連接、管狀連接、管板連接三種;
按施焊位置分為平焊、立焊、橫焊和仰焊四種;
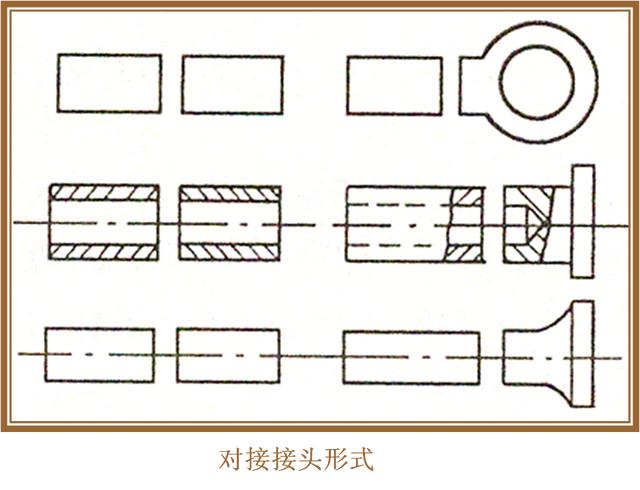
按接頭形式分為對接接頭、角接接頭、T形接頭、搭接接頭、十字接頭、卷邊接頭等;
按坡口形式分為I形坡口、V形坡口、T形坡口、X形坡口、U形坡口、雙U形坡口、K形坡口、Y形坡口等。
按焊縫斷續情況可分為連續焊縫和間斷焊縫。
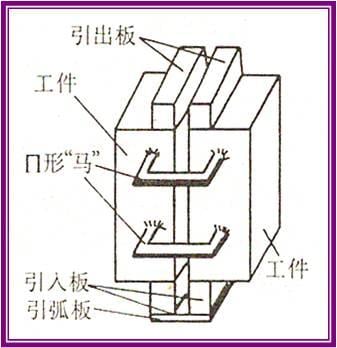
7、焊接坡口
坡口是根據設計或工藝需要,在工件待焊部位加工成一定的幾何形狀並經裝配後構成的溝槽。
開坡口的目的:保證電弧能深入到焊縫根部使其焊透; 獲得良好的焊縫成形以及便於清渣;
調節焊縫金屬的化學成份;
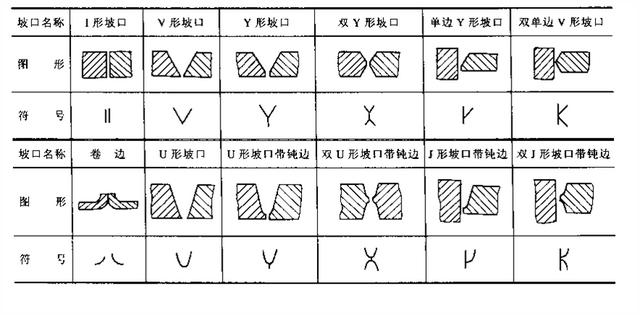
坡口的角度、間隙、尺寸和組對錯邊量應符合相應的焊接工藝卡要求。
對待焊表面及鄰近區以及可以接近的背面即鄰近區進行檢查,保證焊縫區域的清潔;定位焊的檢查應和最終焊縫標準相同,若存在裂紋等缺陷,需打磨掉重新進行定位焊。
一般不需專門儀器設備,必要時可採用不大於6倍的放大鏡;對發現表面缺陷,在不影響焊件最終尺寸的前提下可採用機加工或打磨的方法去除。
8、焊接工藝的一般規定
風速:現場焊接區 手工電弧焊≤8m/s,風速超過8m/s時應設防風棚或採取其它防風措施。製作車間 焊接作業區有穿堂風或鼓風機時,也應按以上規定設擋風裝置;
相對濕度:焊接作業區的相對濕度不得大於90%;
待焊表面:待焊處表面應無水、氧化皮、銹、油污等;當焊件表面潮濕或有冰雪覆蓋時,應採取加熱去濕除潮措施;
環境溫度:焊接作業區環境溫度低於0℃時,應將構件焊接區各方向大於或等於二倍鋼板厚度且不小於100㎜範圍內的母材,加熱到20℃以上後方可施焊,且在焊接過程中均不應低於這一溫度。
9、焊接
電弧焊
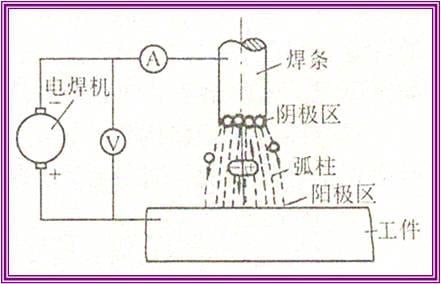
焊條電弧焊
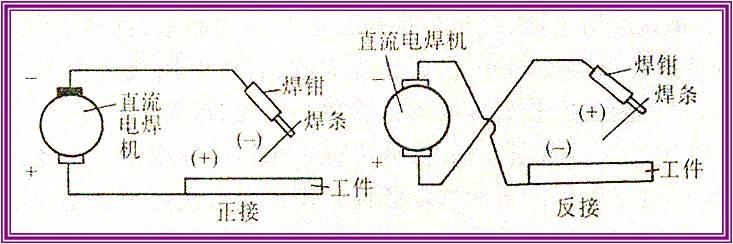
焊條電弧焊
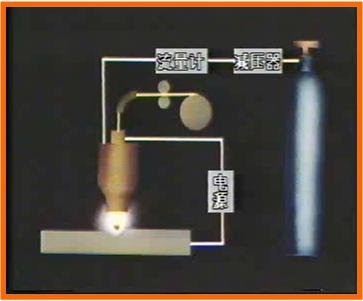
CO2氣體保護焊
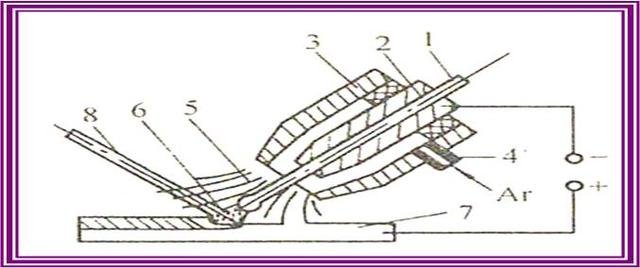
不熔化極氬弧焊
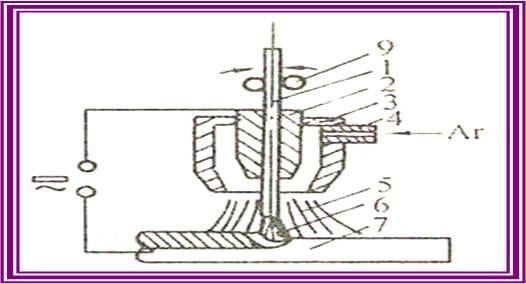
熔化極氬弧焊
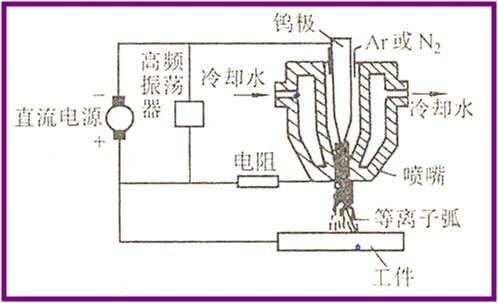
等離子弧焊接與切割
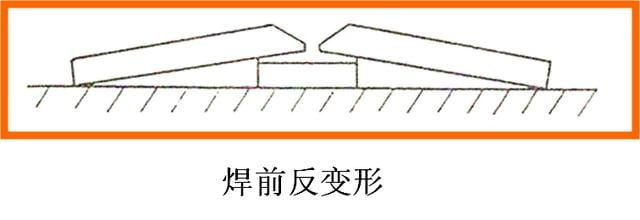
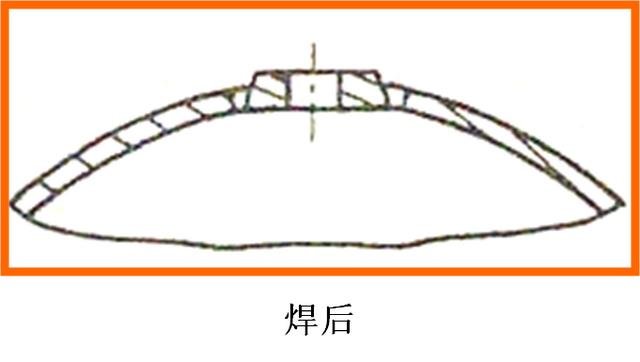
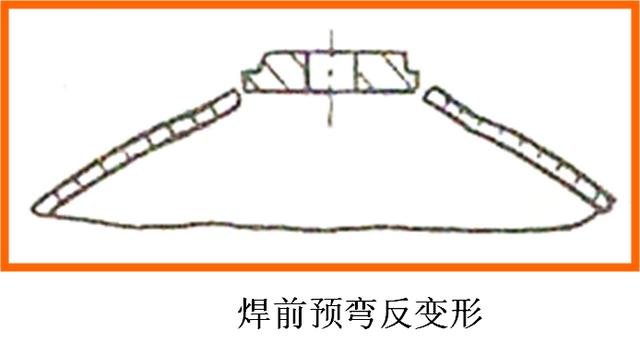
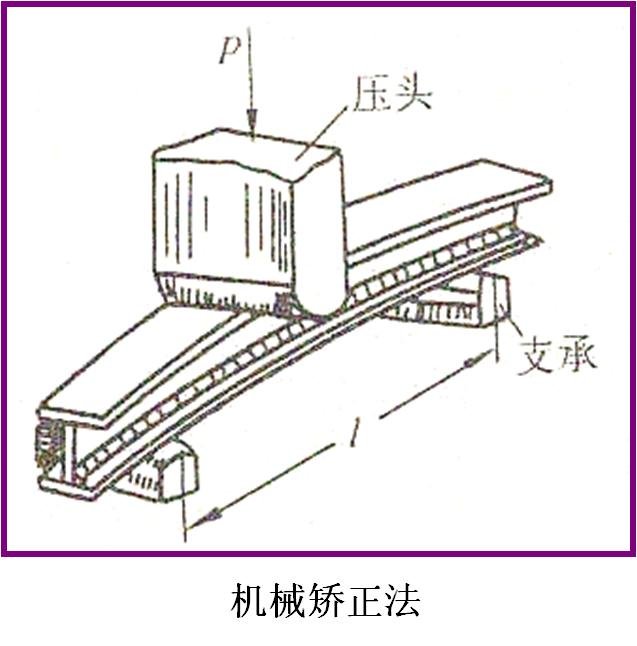
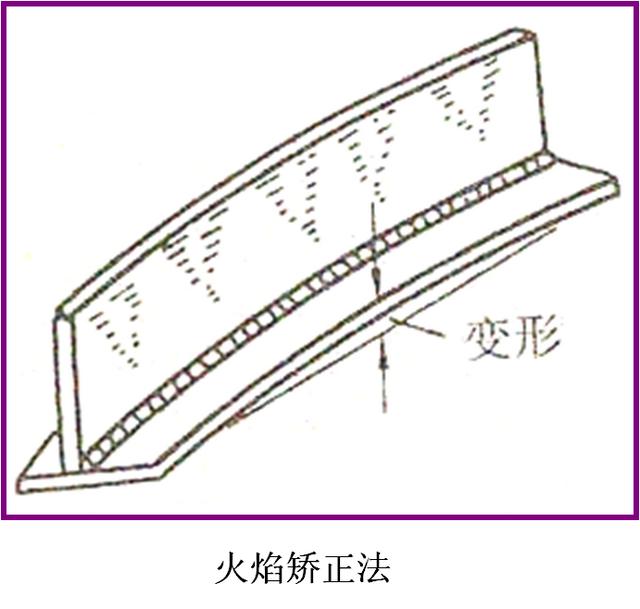
焊接變形預防、消除措施
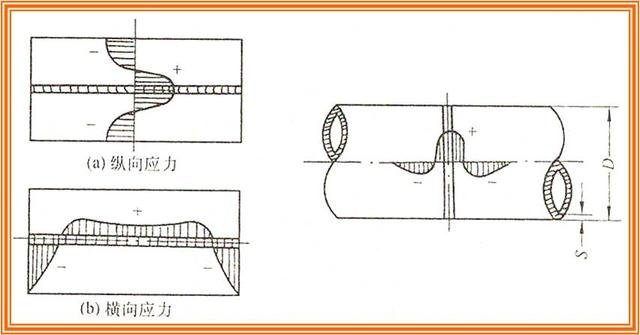
焊 接 應 力
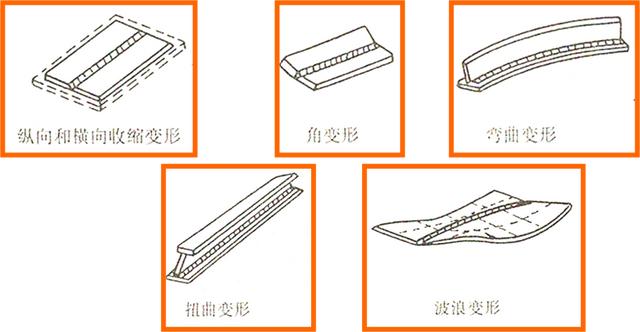
焊 接 變 形
不合理
合理
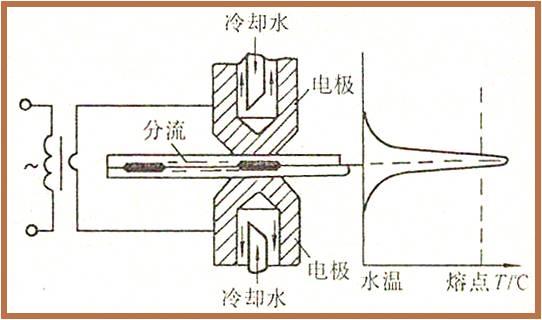
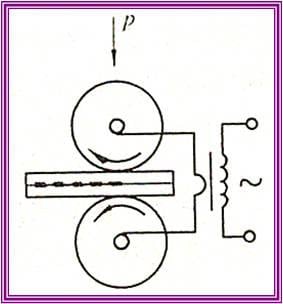
電阻焊---點焊

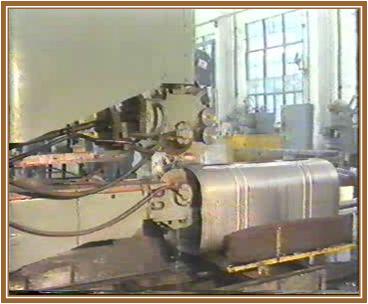
電阻焊--縫焊
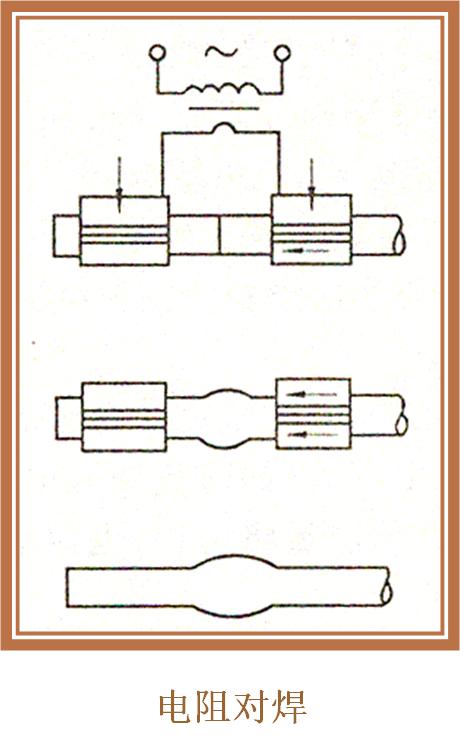
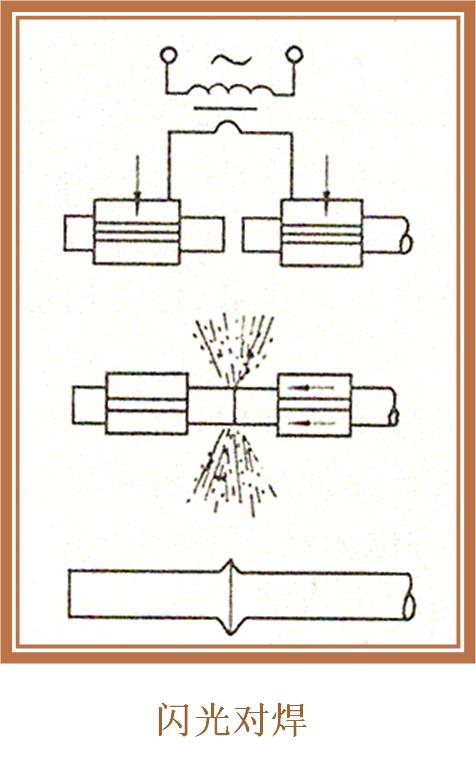
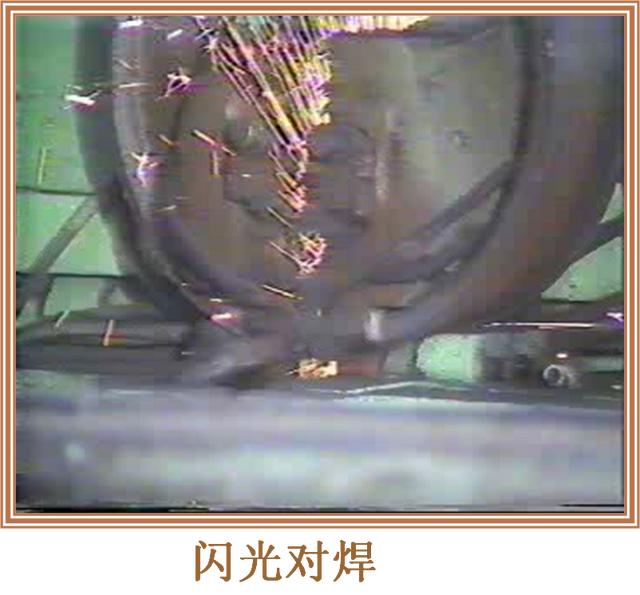
電阻焊--對焊
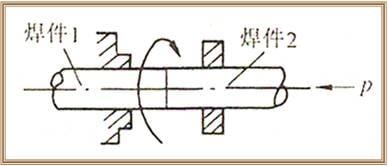
摩擦焊

釺焊

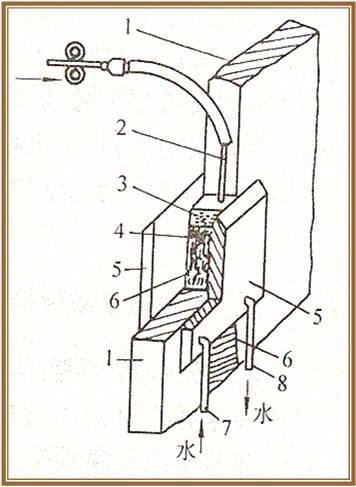
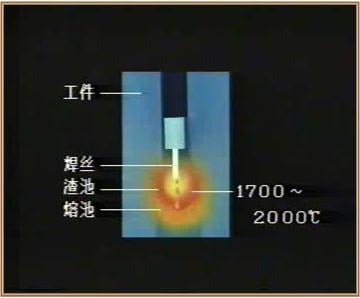
電渣焊
10、常見焊接缺陷
金屬材料在焊接過程中,由於材料性能、焊接工藝、溫度等原因,會產生各種缺陷,這些缺陷大致可分為:外觀缺陷、裂紋、氣孔、夾渣、未融合和未焊透等缺陷。
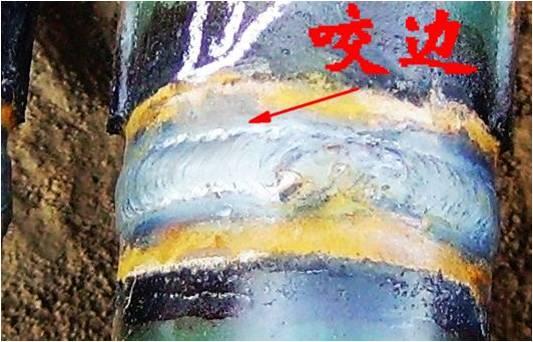
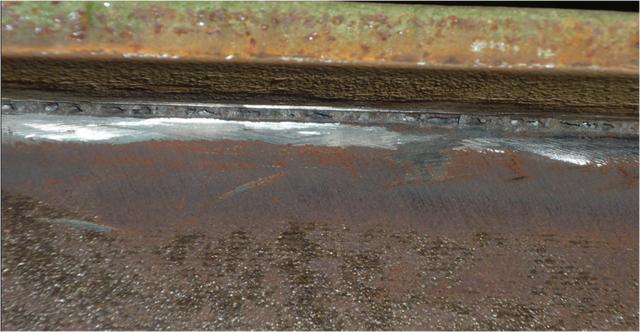
1)外觀缺陷 咬邊、焊瘤、成形不良、錯邊、凹坑、燒穿、塌陷。
咬邊:咬邊是指沿著焊趾,在母材部分形成的凹陷或溝槽。它是由於電弧將焊縫邊緣的母材熔化後沒有得到熔敷金屬的充分補充而留下的缺口。咬邊又分連續咬邊和局部咬邊或焊縫單側和雙側咬邊;如下圖所示。
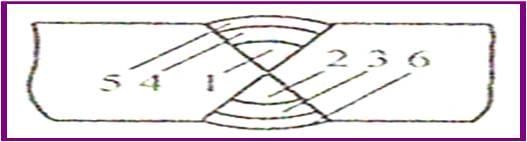
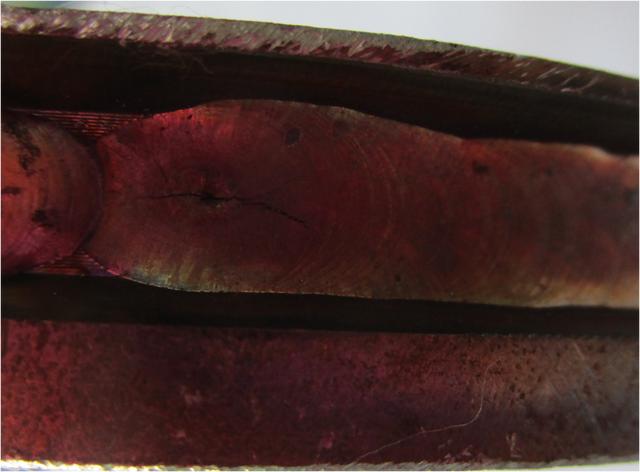
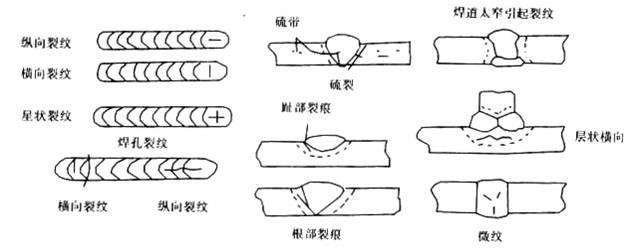
2)裂紋 焊縫中原子結合遭到破壞,形成新的介面而產生的縫隙成為裂紋。裂紋可以分為:縱向裂紋、橫向裂紋、輻射裂紋、弧坑裂紋、裂紋群、枝狀裂紋等。
縱向裂紋:基本上平行於焊縫軸線的裂紋,它可能位於焊縫、熔合線、熱影響區、母材等部位;
橫向裂紋:基本上垂直與焊縫軸線的裂紋,它可能位於焊縫、熱影響區、母材等部位;
輻射裂紋:具有共同點的呈輻射狀的裂紋,可能出現在焊縫、熱影響區、母材等部位,有時也將此類缺陷稱為星形裂紋;

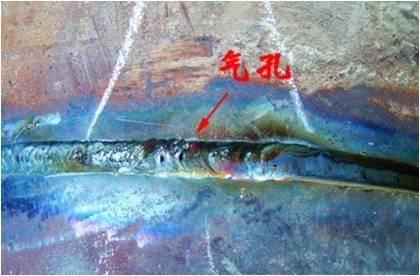
3)氣孔 氣孔是指焊接時熔池中的氣體未在金屬凝固前逸出,殘存於焊縫之中所形成的空穴。其氣體可能是熔池從外界吸收的,也可能是焊接冶金過程中反應生成的,存在於焊縫表面的氣孔稱為表面氣孔。

4)夾渣 夾渣是指焊後熔渣存在焊縫中的現象。夾渣分金屬夾渣和非金屬夾渣。在焊縫表面形成的夾渣成為表面夾渣。

5)未融合 未融合是指焊縫金屬與母材金屬或焊縫金屬之間未融化結合在一起的缺陷。按其所在位置未融合可分為坡口未融合、層間未融合和根部未融合三種。坡口未融合和根部未融合在焊縫表面時可以通過目視檢查的方法進行檢測。
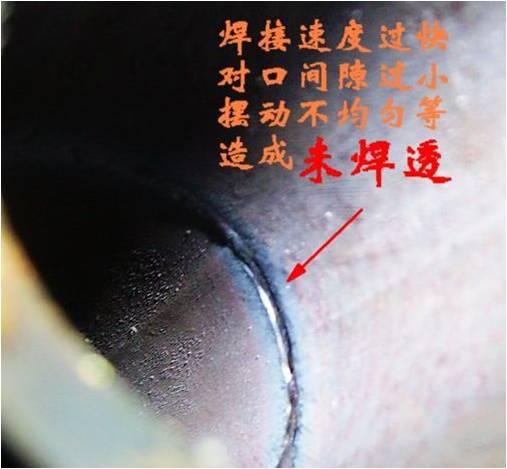
6)未焊透 未焊透是指母材金屬未融化,焊接金屬沒有進入接頭根部的缺陷。單面焊時的未焊透可以被目視檢查所發現。
11、焊縫目視檢驗
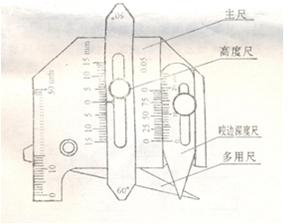
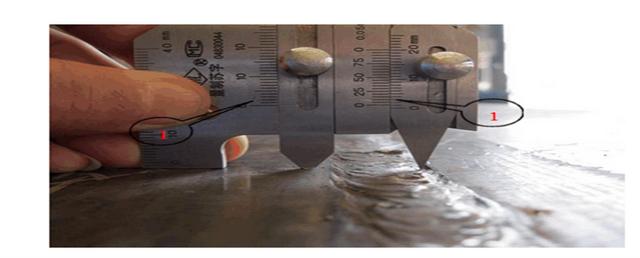
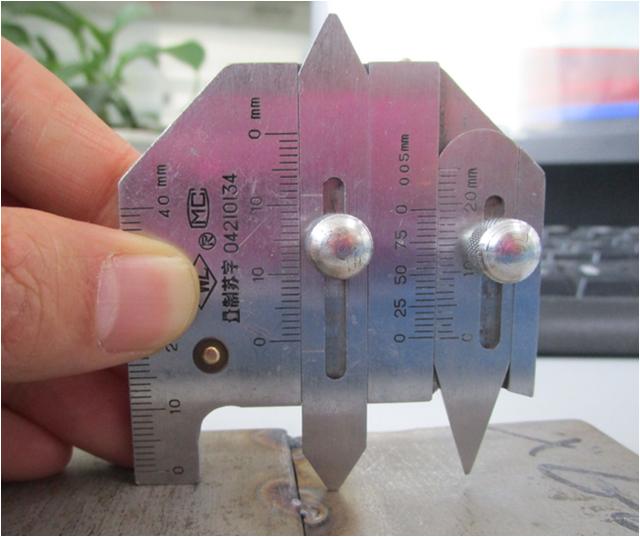
測量平面焊縫高度:首先把咬邊吃對零,並緊固螺絲,然後移動高度尺與焊縫接觸,高度尺的所指示值,即為焊縫高度。
測量角焊縫高度:將焊接檢驗尺的工作面靠緊焊件和焊縫,並滑動高度尺與焊件的另一邊接觸,看高度尺的指示線,指示值即為焊縫高度。
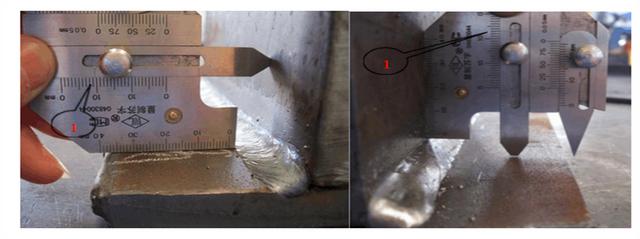
測量角焊縫厚度(焊喉):在45度時的焊點為角焊縫的厚度。首先把主體工作面與焊件靠緊,並滑動高度尺與焊點接觸,高度尺所指示值即為焊縫厚度。
測量焊縫咬邊深度:首先把高度尺對準零位,並緊固螺絲,然後使用咬邊尺測量咬邊深度,看咬邊尺指示值,即為咬邊深度。
測量焊縫寬度:先用主體測量角靠緊焊縫的一邊,然後旋轉多用尺的測量角靠緊焊縫的另一邊,看多用尺上的指示值,即為焊縫寬度。
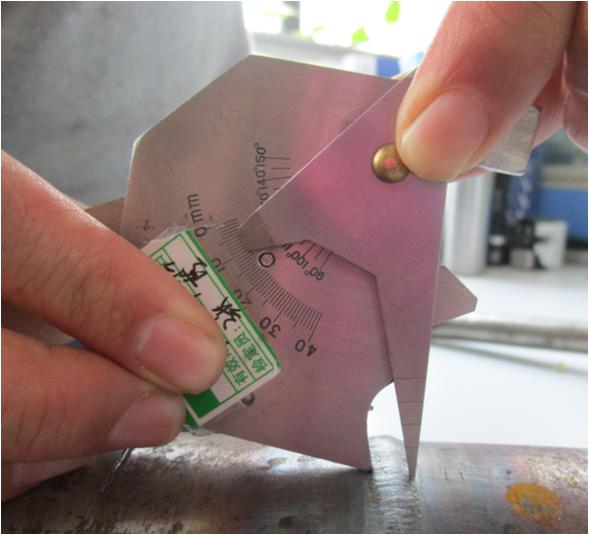
測量坡口角度:先用主體測量角緊靠坡口的一邊,然後旋轉多用尺的測量角緊靠坡口的另一邊,看多用尺上的指示值,即為坡口角度。

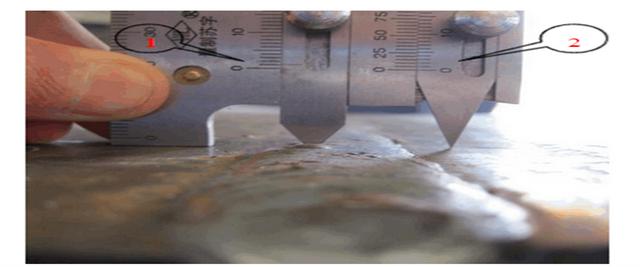
測量組對間隙:用多用尺插入兩焊件之間,看多用尺上間隙所指值,即為間隙值。

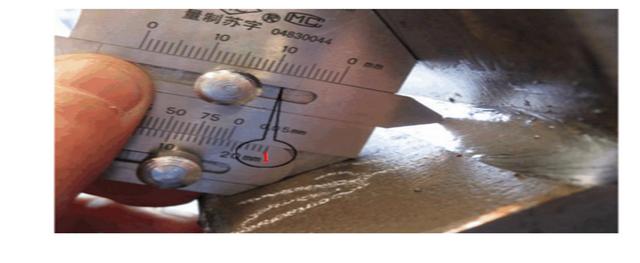
錯邊量測量:首先將高度尺的下標對準零位,讀取高度尺上標的刻度值為7mm,然後將主尺放在高出一邊,滑動高度尺看上標線數值為9mm,錯邊量為9mm-7mm=2mm。
※文章或資料內容引用自網路,著作權皆屬原作者所有,如有侵權,請不吝告知※